

O que é galvanização a fogo
Zincagem por Imersão a Quente
Pesquisas demonstram que a corrosão é a principal responsável pela grande perda de ferro no mundo. Entre os processos de proteção já desenvolvidos, um dos mais antigos e bem sucedidos é a zincagem por imersão a quente, ou , como é mais conhecida, Galvanização a fogo.
Em 1741, o químico francês Melouin descobriu que o recobrimento de zinco poderia proteger o aço da corrosão. Em 1837, o engenheiro Sorel patenteou a galvanização a fogo utilizando o termo galvanização (do nome de Luigi Galvani, 1737-1798, um dos primeiros cientistas interessados na eletricidade) porque é a corrente galvânica que protege o aço. Ela se denomina desta maneira porque quando o aço e o zinco entram em contato em um meio úmido é criada uma diferença de potencial elétrico entre os metais.
Assim, o principal objetivo da galvanização a Fogo é impedir o contato do material base, o aço (liga Ferro Carbono), com o meio corrosivo.
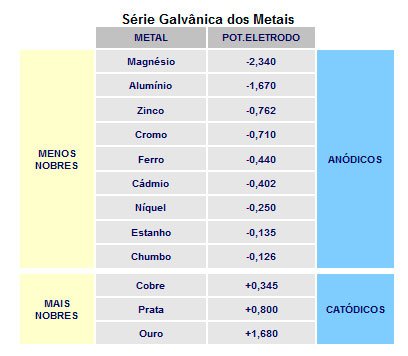
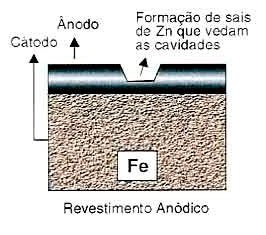
Como o zinco é mais anódico do que o elemento ferro na série galvânica, é ele que se corrói, originando a proteção catódica, ou seja, o zinco se sacrifica para proteger o ferro (vide tabela).
Mesmo que um pequena área fique exposta, o metal base não sofre os efeitos da corrosão, pois , sendo o zinco anódico ele aumentará sua taxa de corrosão protegendo catódicamente a área descoberta.
Processo
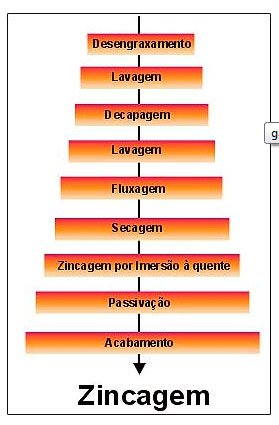
A zincagem por imersão a quente tem seu processo perfeitamente definido, sendo basicamente o mesmo para qualquer produto, podendo variar na espessura de camada dependendo da geometria da peça, composição química do material base (aço).
Fluxograma
 Etapas
Etapas
LIMPEZA SUPERFICIAL
Para se obter um acabamento perfeito da zincagem é necessário que as peças estejam completamente limpas, tornando-se necessário a eliminação de óleos, graxas, óxidos, cascas de cola, tintas ou qualquer outro tipo de substância do metal base.
Para isso utiliza-se:
- No desengraxamento: desengraxante alcalino em solução aquosa, a quente ou a frio, para remoção de materiais orgânicos (óleos, graxas, etc);
- Na decapagem: ácido clorídrico, a temperatura ambiente, ou sulfúrico, a quente, para remoção de óxido de ferro;
- Na fluxagem: ZnCl2. 3NH4Cl a temperatura de 60 a 80°C, para dissolver os resíduos salinos que restam na superfície da peça e formar uma camada de recristalização do sal, a qual impede a reoxidação no banho de zinco fundido;
- Na lavagem: água corrente com controle de Ph para remoção de resíduos entre operações, a fim de que um banho não contamine o outro.
ZINCAGEM
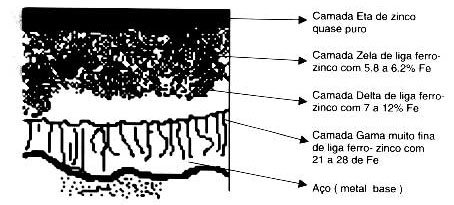
Após realizada esta primeira etapa, inicia-se a fase de zincagem, que consiste na imersão da peça em uma cuba com zinco fundido à temperatura entre 445 e 460°C, onde o ferro vai reagir como zinco iniciando-se a formação de quatro camadas que vão formar o revestimento protetivo.
MATERIAL BASE QUE COMPÕE A PEÇA
Na imersão da peça em zinco fundido (zincagem), existem alguns fatores que vão influenciar na formação do revestimento.
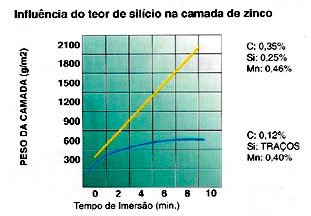
Existem alguns metalóides na composição do aço que são elementos aceleradores na reação Fe-Zn.O silício é o maior ativador na geração das fazes Fe-Zn, proporcionando rapidamente cristais longos e espessos.
Quando o teor deste elemento é superior a 0,12% já se observa seu efeito com o crescimento da fase Zeta até a superfície, do recobrimento acinzentado e/ou áspero. A espessura do revestimento será maior que o especificado, podendo ser 2x maior.
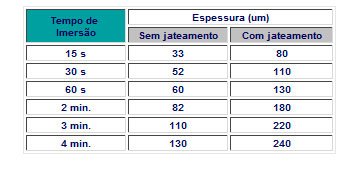
Estado da superfície: Quanto maior rugosa a superfície, mais espessa é a camada de zinco, isto é explicado pelo fato de se ter maior superfície exposta à reação entre o Zn e o Fé, trazendo maior ancoragem mecânica da última camada que fica por arraste durante a remoção da peça.
Velocidade de imersão e remoção: A imersão deve ser a mais rápida possível a fim de que a camada tenha o mesmo tempo de formação em toda a peça. A velocidade recomendada varia entre 6 e 7m/min.
A remoção deve ser mais lenta e constante para proporcionar um revestimento mais uniforme. A última camada (Eta) é formada por arraste de material da superfície do banho durante a remoção.A velocidade recomendada é por volta de 1,5m/min.
A temperatura do banho: a temperatura de fusão do zinco é por volta de 419°C. A temperatura d trabalho está entre 430 e 460°C.
Temperatura mais elevada acelera a reação Fé-Zn, gerando cristalizações grosseiras e frágeis com uma aparência externa irregular, além de afetar seriamente a vida útil da cuba, pois acima de 470°C, a reação do zinco com as paredes da cuba se torna mais intensa.
Tempo de imersão: A camada cresce com o tempo de imersão. Até aproximadamente 1 minuto ela cresce rapidamente: a partir daí, ela é lenta.
O tempo mínimo permitido de imersão é aquele necessário para que toda a peça esteja na mesma temperatura do zinco fundido.
 Composição do banho: Entre os elementos encontrados ou adicionados ao banho de zinco, o alumínio é o único que exerce uma ação marcante. Quantidade abaixo de 0,006% abrilhanta a superfície de liga. Quantidades acima reduzem ou suprimem a reação entre o ferro e o zinco.
Composição do banho: Entre os elementos encontrados ou adicionados ao banho de zinco, o alumínio é o único que exerce uma ação marcante. Quantidade abaixo de 0,006% abrilhanta a superfície de liga. Quantidades acima reduzem ou suprimem a reação entre o ferro e o zinco.
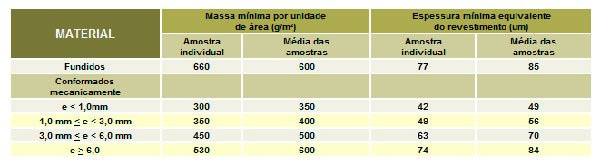
- Galvanização-Espessura Mínima Especificada (um)
- Tempo para a primeira manutenção em locais típicos e espessura do zinco adequada. Galvanização – especificação peso mínimo (g/m²)
Resfriamento e passivação da camada de zinco: Com o intuito de que o revestimento de zinco adquira logo em sua superfície uma capa protetora, procede-se a passivação em soluções cromatizantes a base de ácido crômico e bicromato. Esta passivação dá ao produto zincado um aspecto amarelado.
Acabamento
A ultima etapa deste processo é o acabamento que pode ser feito através de metalização (deposição de zinco por aspersão térmica) ou tinta com alto teor de zinco (maior que 90%).
FONTE:
Revista Revista Construção Metálica – Edição nº 50 – ABCEM


